- Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
- Гильза цилиндра УАЗ дв.УМЗ-421 d=100.0 комплект 4шт. МОТОРДЕТАЛЬ
- Артикул: 421-1002021
- Характеристики
- Параметры
- Территория отгрузки
- Другие склады и магазины партнера
- Ремонт блока цилиндров 421.1002014 двигателя УМЗ-421 © А. Федорочев
- Ремонт и замена гильз блока цилиндров
Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
Гильза цилиндров 24-1002020-04 предназначена для установки на четырехцилиндровые бензиновые двигатели ЗМЗ-402.10, ЗМЗ-4021.10, ЗМЗ-4025.10, ЗМЗ-4026.10 и их модификации. Гильза цилиндров 66-1002020-04 предназначена для установки на восьмицилиндровые бензиновые двигатели ЗМЗ-511.10, ЗМЗ-513.10, ЗМЗ-4905, ЗМЗ-73, ЗМЗ-5233.10, ЗМЗ-5234.10 и их модификации.
Гильза цилиндров 24-1002020-04 и 66-1002020-04 для двигателей ЗМЗ, размеры, материал, подбор, конструктивные и технологические особенности.
Цилиндро-поршневая группа (гильза, поршень и поршневые кольца) играет важнейшую роль в работе двигателя, являясь основным ресурсоопределяющим конструктивным модулем. В процессе работы детали цилиндро-поршневой группы подвергаются значительным циклическим, механическим и тепловым нагрузкам, которые повторяются тысячи раз в минуту.

Основные размеры гильзы цилиндров 24-1002020-04.
Высота гильзы — 169,47-170 мм
Высота от верхнего торца гильзы до упорного бурта — 117,776-117,8 мм
Диаметр верхнего центрирующего пояса — 111,73-112,27 мм
Диаметр нижнего центрирующего пояса — 109,73-110,27 мм
Внутренний диаметр гильзы — 92,024-92,084 мм.

По внутреннему диаметру гильза цилиндров в пределах общего допуска разбивается на 5 размерных групп, которые маркируются буквами А, Б, В, Г, Д. Гильзы имеют две размерные группы по высоте от верхнего торца гильзы до упорного бурта, обозначаются синей или зеленой краской. В моторокомплекте все гильзы должны быть одного цвета (синего, либо зеленого). Разные цвета не допускаются.

В основном в запасные части гильза цилиндров поставляется вместе с поршнем, поршневым пальцем, медным уплотнительным кольцом, поршневыми и стопорными кольцами (так называемый 105 комплект) или без поршневых колец (так называемый ПО комплект). При поставке комплектами на заводе к каждой размерной группе гильзы по внутреннему диаметру подбирается поршень соответствующей размерной группы по наружному диаметру юбки.
Основные размеры гильзы цилиндров 66-1002020-04.
Высота гильзы — 152-153 мм
Высота от верхнего торца гильзы до упорного бурта — 117,776-117,8 мм
Диаметр верхнего центрирующего пояса — 117,46-118 мм.
Диаметр нижнего центрирующего пояса — 109,46-110 мм
Внутренний диаметр гильзы — 92 мм

Материалы гильзы цилиндров 24-1002020-04 и 66-1002020-04 для двигателей ЗМЗ.
Материал гильзы цилиндров — серый легированный чугун ИЧГ-ЗЗМ. Применение данного материала обусловлено преимущественной износостойкостью в трущейся паре при достаточно высокой твердости 217-250 НВ, отливки обладают высокой герметичностью.
Требования по подбору размерных групп деталей, входящих в моторокомплект цилиндро-поршневой группы.
Установка в двигатель ЗМЗ-402 и его модификаций, в двигатели ЗМЗ-511, ЗМЗ-513, ЗМЗ-4905, ЗМЗ-73, ЗМЗ-5233, ЗМЗ-5234 и их модификации, ремонтных комплектов должна производится только одной размерной группы по высоте от верхнего торца гильзы до упорного бурта. Подбор поршневого пальца и поршня производится из деталей имеющих одинаковые размерные группы, соответственно промаркированных одним цветом (белый, зеленый, желтый, красный).
Подбор поршней к гильзам цилиндров, согласно конструкторской документации, осуществляется по наружному диаметру поршня и внутреннему диаметру гильзы цилиндров (группа в группу), обозначенных буквами А, Б, В, Г, Д.
Маркировка группы на днище поршня и на посадочном пояске гильзы цилиндра 24-1002020-04 и 66-1002020-04.

Установка в двигатель комплектов разных размерных групп, по диаметру цилиндра, допускается. Гильза с поршнем одной группы, а в моторокомплекте группы могут быть разные. Если пара «поршень — поршневой палец» подобрана по одному цвету, в моторокомплект могут входить 4 пары разных цветов, так как это никак не влияет на работоспособность узла в целом.
Установка в двигатель комплектов цилиндро-поршневой группы должна производится только одной размерной группы по высоте (от верхнего торца гильзы до упорного бурта) 117,8 мм. Маркировка по высоте наносится на наружной необработанной поверхности гильзы цилиндров синей или зеленой краской. В моторокомплекте все гильзы должны быть одного цвета либо синего, либо зеленого. Разные цвета не допускается.
Поршни, шатуны и поршневые пальцы изготавливаются с определенной точностью по массе, и дополнительного подгона не требуется. Разница в массе комплектов «поршень — шатун» в сборе, устанавливаемых в один двигатель, не должна превышать 12 г. Указанное значение допуска по массе обеспечивается подбором деталей в комплекте по массе (в первую очередь за счет шатуна).
При правильном подборе комплектов «поршень — палец — поршневые кольца — стопорные кольца — шатун» с разницей по массе не более 12 г, установка в один двигатель комплектов «поршень — гильза» с разными размерными группами допускается. Палец с поршнем должен быть одного цвета, поршень с гильзой одной группы.
Селективный подбор деталей цилиндро-поршневой группы для двигателей семейств ЗМЗ-402, ЗМЗ-511, ЗМЗ-523.
С 17 октября 2005 года в ОАО «ЗМЗ» внедрен селективный подбор деталей цилиндро-поршневой группы для двигателей семейств ЗМЗ-402, ЗМЗ-511, ЗМЗ-523. Селективный подбор — это индивидуальный подбор деталей в комплекте, который обеспечивает оптимальный зазор, гарантирует хорошую приработку в процессе обкатки, низкий расход масла, надежность и безопасность в эксплуатации. Данный метод используется ведущими мировыми автопроизводителями.
Есть мнение, что «тугое» перемещение поршня в гильзе является признаком хорошего подбора, однако это не совсем так. При удалении консервационной смазки из пары «гильза-поршень», поршень начинает легко перемещаться внутри гильзы при том же зазоре и эффект «хорошего» подбора исчезает.
Конструктивные и технологические особенности гильзы цилиндров 24-1002020-04 и 66-1002020-04 для двигателей ЗМЗ.
— Выполнение специальной проточки под упорным буртом обеспечивает снижение статической деформации гильзы в 2 раза, снижение расхода масла на угар на 25-35%.

— Комплектование моторокомплекта гильзами одной размерной группы по высоте (от верхнего торца гильзы до упорного бурта) обеспечивает надежное уплотнение газового стыка, исключает деформацию гильзы и головки блока цилиндров, исключает прорыв газов в систему охлаждения и прогар прокладки.
— Нанесение микрорельефа на рабочую поверхность гильзы методом высокоточного плосковершинного хонингования. Микрогеометрия поверхности гильзы цилиндров выполнена в форме редкой сетки впадин и площадок между ними. Риски расположены равномерно в обоих направлениях и пересекаются под углом 30-60 градусов.
Это обеспечивает удержание масляной пленки в трущейся паре «гильза-поршень» в процессе всего срока эксплуатации автомобиля, исключает надиры и снижает потери на трение, обеспечивает хорошую приработку поршневых колец с поверхностью цилиндра и минимальный расход масла на угар.
— Чистота обработки рабочей поверхности гильзы строго выдержана в соответствии с требованиями контрольной документации (шероховатость Ra=1,32). Это обеспечивает оптимальную приработку пары «гильза-поршень» в период обкатки автомобиля и малошумную работу двигателя в период всего срока эксплуатации.
— Цинковое покрытие гильзы дает хорошую коррозионную стойкость наружной поверхности гильзы. Позволяет сохранять стабильный отвод тепла в процессе всего срока эксплуатации двигателя и обеспечивает увеличенный ресурс двигателя за счет стабильного теплового баланса.
Источник
Гильза цилиндра УАЗ дв.УМЗ-421 d=100.0 комплект 4шт. МОТОРДЕТАЛЬ
Артикул: 421-1002021
Данные обновлены: 25.10.2021 в 17:59
Характеристики
| Код для заказа | 590804 |
| Артикулы | |
| Каталожная группа | Двигатель, ..Двигатель |
| Ширина, м | 0.25 |
| Высота, м | 0.17 |
| Длина, м | 0.25 |
| Вес, кг | 6.3 |
Параметры
Территория отгрузки
Другие склады и магазины партнера
+7 (495) 660-51-64
Zakaz@autoopt.ru
Отгрузки только для юридических лиц по предварительному заказу
Пн-Пт: с 9:00 до 18:00, Сб, Вс: выходной
+7 (495) 664-23-36
OlegNB@autoopt.ru
Пн-Пт: с 9:00 до 20:00, Сб: с 9:00 до 18:00, Вс: с 9:00 до 16:00
+7 (343) 384-56-25
EKBsale@autoopt.ru
ОПТ: Пн-Пт: с 9:00 до 18:00, Сб-Вс: выходной.
Розница: Пн-Пт: с 8:30 до 17:30, Сб: с 10:00 до 16:00, Вс: выходной
+7 (383) 322-70-45
Nsk@autoopt.ru
Пн: с 8:30 до 18:00, Вт-Чт: с 9:00 до 18:00, Пт: с 9:00 до 17:30, Сб-Вс: выходной
В настройках личного кабинета Вы можете указать территорию отгрузки по умолчанию, чтобы быстро получать список актуальных остатков.



Мы открыты к сотрудничеству, принимаем заказы на любой объем продукции.
Полное или частичное использование любых материалов или их копирование разрешено только с письменного согласия администрации сайта.
Источник
Ремонт блока цилиндров 421.1002014 двигателя УМЗ-421
© А. Федорочев
Нередко можно услышать о неремонтопригодности блока цилиндров с залитыми чугунными гильзами двигателя 421 Ульяновского моторного завода (в настоящее время ОАО «Волжские моторы»). Но практика показывает, что ремонт таких блоков не сложнее ремонта блоков двигателей ВАЗа или ЗМЗ-406, и без проблем производится на той же производственной и инструментальной базе.
По нижеприведенной технологии неоднократно восстанавливались двигатели 421 и его модификации. Ремонт производился в случае достижения предельных износов гильз или их аварийного выхода из строя, а также ремонтировались негерметичные блоки: течь между алюминием и залитой гильзой; просечки газов из камеры сгорания в рубашку охлаждения. На некоторых блоках заменялись сразу четыре гильзы.
И так, технологические операции и некоторые комментарии к ним.
- Из блока цилиндров вырезается залитая чугунная гильза. Ее наружный диаметр 106 мм. Черновую расточку лучше производить, ориентируясь на этот размер. После извлечения залитой гильзы, в блоке остаются три чугунных пояска, которые достаточно прочно держатся в алюминии. В дальнейшем они ни чему не помешают.
- Расточка мест под установку гильзы в соответствии с рис. 1.

- Изготавливается гильза цилиндра (рис. 2). Наиболее подходящая для этой цели заготовка — отливка гильзы 421.1002018-02 (материал — специальный чугун ИЧГ-33М, твердость — 217:250 НВ), изготовитель — ОАО «Мотордеталь», г.Кострома. Допустимая замена — перлитный серый чугун твердостью не ниже 190 НВ. Внешний диаметр гильзы D назначается в зависимости от окончательного размера чистовой расточки в блоке цилиндров, естественно, с учетом необходимой величины натяга.
- Запрессовка охлажденной в твердой углекислоте или жидком азоте гильзы в нагретый до (150-180) С блок цилиндров. Если в блоке имеются втулки опор распределительного вала (а они присутствуют, примерно, на трети блоков), то нагревать его выше 150 С не рекомендуется. Холодная гильза в горячий блок входит свободно. Операцию запрессовки выполнять следует быстро, иначе гильза может схватиться на полпути. Чтобы она гарантированно села на место, ее необходимо поджать оправкой и удерживать до полной фиксации.
- Расточка и хонингование гильзы (рис. 1). Для обеспечения допусков по геометрии и расположению, растачивать и хонинговать гильзу следует в блоке цилиндров. Если она посажена в блок с натягом менее 0,05 мм, то существует опасность, что ее провернет при обработке, и тогда начинай с пункта 1. Наиболее сложная операция — хонингование. Выход хона в нижней части гильзы очень мал — не больше 15 мм. Обычным хоном нижнюю часть гильзы трудно вывести в размер с необходимой точностью. Как правило, получается конус. Хон-головку желательно модернизировать так, чтобы бруски имели максимально возможный выход из обрабатываемой гильзы. Если гильза уже обработана в размер 100 мм (например, изготовлена из ЗМЗвской или ЗиЛовской), то ее лучше запрессовывать с натягом до 0,02 мм. Тогда в блоке ее меньше покоробит, но и при таком натяге ее окончательная геометрия — дело случая.
- Обработка верхнего бурта гильзы с выступанием 0,03-0,05 мм над плоскостью блока (см. рис. 1). Казалось бы, проще обработать верхнюю плоскость блока на проход «как чисто», но в эксплуатации запрессованные гильзы проседают. Поэтому лучше торцевать гильзу в размер 0,03:0,05 мм попутно с расточкой под хонингование.
- Проверка блока на герметичность водой под давлением 2-3 кгс/см2. Контроль со стороны опор коленвала. Образование капель не допускается. Не последнюю роль здесь играет величина натяга гильза — блок цилиндров. Большой натяг — не стопроцентная, но все же гарантия от появления течи. Прелесть малого натяга только в одном — если потечет, то несложно выпрессовать гильзу из блока и попытаться принять какие-то меры.

Чистовую обработку поверхности В (см. рис. 1) под запрессовку новой гильзы желательно проводить с минимальным съемом алюминия. Диаметр D получается около 107 мм и зависит от положения гильзы в теле блока. Если она располагалась с наклоном относительно базовых поверхностей блока, то и отверстие получается большего диаметра.

Удачи!
А. Федорочев
наверх
Источник
Ремонт и замена гильз блока цилиндров
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм. При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 (рис. 51) и расточите до ближайшего ремонтного размера поршня (см. табл. 5) с допуском на обработку +0,06 мм.
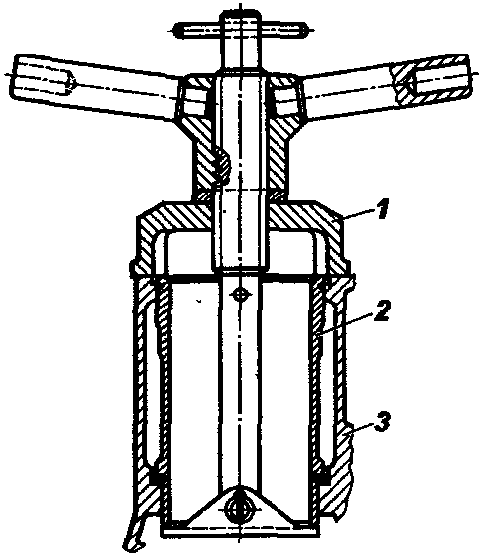
Рис. 51. Съемник для выпрессовки гильзы из блока цилиндров: 1 — съемник; 2 — шльза; 3 — блок цилиндров
Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров. Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении.
После обработки зеркало цилиндра гильзы должно иметь следующие отклонения:
- Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы.
- Бочкообразность и корсетность — не более 0,08 мм.
- Биение зеркала цилиндра относительно посадочных пояска в диаметром 100 и 108 мм не более 0,01 мм.
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (рис. 52).
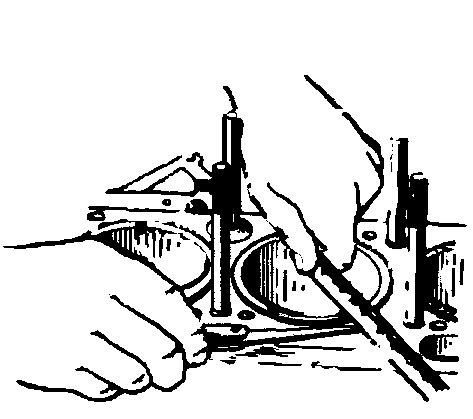
Рис. 52. Замер выступания гильзы над плоскостью блока
Величина выступания должна быть 0,005 — 0,055 мм. При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита, кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на рис. 53.
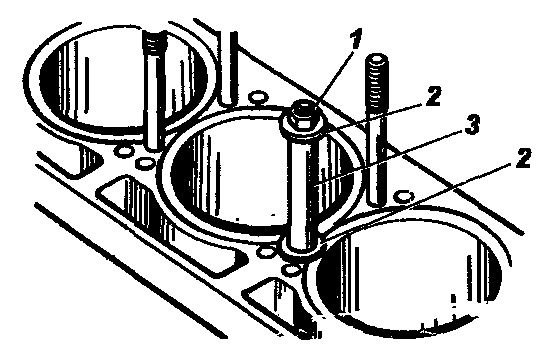
Рис. 53. Прижим для гильз: 1 — гайка; 2 — шайба; 3 — втулка
Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа замените новыми.
Источник






