Ремонт распределительного вала УАЗ и замена его втулок
Восстановление необходимых зазоров во втулках распределительного вала производите перешлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и заменой изношенных втулок полуобработанными с последующей их расточкой под размеры перешлифованных шеек.
На двигателях без втулок восстановление необходимых зазоров производите расточкой отверстий в блоке под втулки, руководствуясь данными табл. 6, и последующей запрессовкой втулок номинального или ремонтного размера.
Перед перешлифовкой шеек распределительного вала углубите канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте.
Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами.
Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому они запрессовываются в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины слоя баббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой.
При запрессовке втулок следите за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивайте, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведите с допуском мм, чтобы зазоры во втулках после установки вала соответствовали данным табл. 6.
При расточке втулок и отверстий в блоке под втулки выдерживайте расстояние между осями отверстии под коленчатый и распределительный валы 118±0,025 мм. Этот размер проверяйте у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04 мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обрабатывайте их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливайте борштангу, базируясь относительно отверстий для вкладышей коренных подшипников.
Кулачки распределительного вала при незначительном износе и задирах зачищайте шлифовальной шкуркой: сначала крупнозернистой а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износе кулачков по высоте более чем на 0,5 мм, распределительный вал замените новым.
Погнутость распределительного вала проверяйте индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установите в центрах. Если биение вала превышает 0,03 мм, то вал выправьте или замените.
Источник
Замена вкладышей распредвала уаз
Задумываюсь о капитальном ремонте двигателя УМЗ 421. Интересует последовательность установки распредвала двигателя. Что менять или растачивать, чтобы распред встал с требуемыми зазорами. Соосность и все такое. Чтобы давление не падало через прослабленные шейки распредвала.
Двигатель не разбирал, что внутри еще не знаю.
Последовательность установки распредвала противоположна последовательности его снятия.:D
Снимайте двигатель, разбирайте его и везите блок на дефектовку. Для определения элипсности, бочкообразности и т.д. гильз и износа опорных втулок распредвала нужен специальный инструмент и навык с ним обращаться. Покупать этот инструмент для обмерки одного блока это как женится ради секса или покупать пасеку ради ложки меда (Параграф 78):D Заодно и распредвал с коленвалом обмерят на износ шеек, кулачков, биение и балансировку.
Специнструмент, это нутромер длинный + микрометр размера шеек (для настройки нутромера и обмера вала). Соосность им не оценишь, но размеры, эллипсы и бочки измеришь. Снимать мотор не обязательно, достаточно радиатор снять, чтобы обмерить им все. На буханке, по крайней мере. Я менял распредвал у себя не снимая мотора. Вот если растачивать и втулки вставлять, это да, надо будет мотор снимать, полностью разбирать и куда-то везти.
последовательность — снимаем радиатор, поддон, шкив коленвала и его ступицу, крышку шестерен, откручиваем и вынимаем распредвал вместе с шестерней. Обратно так же.
«На буханке, по крайней мере. Я менял распредвал у себя не снимая мотора. Вот если растачивать и втулки вставлять, это да, надо будет мотор снимать, полностью разбирать и куда-то везти.
последовательность — снимаем радиатор, поддон, шкив коленвала и его ступицу, крышку шестерен, откручиваем и вынимаем распредвал вместе с шестерней. Обратно так же.[/QUOTE]»
на козле у себя с шестерней в сборе не смог распредвал ни вынуть ни вставить(( не хватает по длине морды(
«На буханке, по крайней мере. Я менял распредвал у себя не снимая мотора. Вот если растачивать и втулки вставлять, это да, надо будет мотор снимать, полностью разбирать и куда-то везти.
последовательность — снимаем радиатор, поддон, шкив коленвала и его ступицу, крышку шестерен, откручиваем и вынимаем распредвал вместе с шестерней. Обратно так же.»
на козле у себя с шестерней в сборе не смог распредвал ни вынуть ни вставить(( не хватает по длине морды([/QUOTE]
Морду надо было с левой стороны открутить от брызговика и крыла. Тогда распредвал выходит.
на козле у себя с шестерней в сборе не смог распредвал ни вынуть ни вставить(( не хватает по длине морды(
Морду надо было с левой стороны открутить от брызговика и крыла. Тогда распредвал выходит.[/QUOTE]
мне проще было снять шестерню с вала)
Морду надо было с левой стороны открутить от брызговика и крыла. Тогда распредвал выходит.
мне проще было снять шестерню с вала)[/QUOTE]
На уазе разница в кузовщине такая, что у тебя вал без шестерни вышел и без снятия морды. А у меня даже без шестерни не вышел. Все равно пришлось морду откручивать. 😀
мне проще было снять шестерню с вала)
На уазе разница в кузовщине такая, что у тебя вал без шестерни вышел и без снятия морды. А у меня даже без шестерни не вышел. Все равно пришлось морду откручивать. :D[/QUOTE]
УАЗ однако))))
Последовательность установки распредвала противоположна последовательности его снятия.:D
Снимайте двигатель, разбирайте его и везите блок на дефектовку. Для определения элипсности, бочкообразности и т.д. гильз и износа опорных втулок распредвала нужен специальный инструмент и навык с ним обращаться. Покупать этот инструмент для обмерки одного блока это как женится ради секса или покупать пасеку ради ложки меда (Параграф 78):D Заодно и распредвал с коленвалом обмерят на износ шеек, кулачков, биение и балансировку.
интересуют зазоры в опорных шейках распредвала, чтобы давление на распреде не терялось. вкладышы или постель в блоке под опрные шейки распредвала? или распредвалы существуют с увеличеными ремонтными шейками?
Не сушествует. Сушествуют новые втулки , которые разворачивают под конкретный РВ, который предварительно проверяют и при необходимости шлифуют шейки.
т.е. лучше приобрести новый РВ и новые втулки к нему? втулки развернуть под новый распредвал уже запресованные в блок или можно развернуть до запрессовки?
интересуют зазоры в опорных шейках распредвала, чтобы давление на распреде не терялось. вкладышы или постель в блоке под опрные шейки распредвала? или распредвалы существуют с увеличеными ремонтными шейками?
4.5.10 Ремонт распределительного вала и его опор
Восстановление необходимых зазоров в опорах распределительного вала производите шлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и расточкой отверстий в блоке под втулки, руководствуясь данными табл.4.6, и последующей запрессовкой втулок номинального или ремонтного размера. Перед перешлифовкой шеек распределительного вала углубите канавки на первой и последней шейках на величину уменьшения этих шеек того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте. Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами. Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера. Поэтому они запрессовываются в отверстия блока без предварительной обработки. Для обеспечения достаточной толщины слоя боббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой. При запрессовке втулок следите за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивайте, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведите с допуском мм, чтобы зазоры во втулках после установки вала соответствовали данным табл. 4.6. +0,05+0,02При расточке втулок и отверстий в блоке под втулки выдерживайте расстояние между осями отверстий под коленчатый и распределительный валы 118±0,025 мм. Этот размер проверяйте у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обрабатывайте их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливайте борштангу, базируясь относительно отверстий для вкладышей коренных подшипников. Кулачки распределительного вала при незначительном износе и задирах зачищайте шлифовальной шкуркой: сначала крупнозернистой, а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое напряжение, что обеспечит наименьшее искажение профиля кулачка. При износе кулачков по высоте более чем на 0,5 мм, распределительный вал замените новым. Погнутость распределительного вал проверяйте индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установите в центре. Если биение вала превышает 0,03 мм, то вал выправьте (если стальной) или замените.
Таблица 4.6
№ опоры — диметр опоры, мм
1 — 55,5+0,018
2 — 54,5+0,018
3 — 53,5+0,018
4 — 52,5+0,018
5 — 51,5+0,018
Зы. Если вам надо каталог деталей 421 двигателя, а также заводское руководство по его ремонту, то напишите в личку и дайте электронный адрес своей почты. Я вам скину.
Чуть подниму старую тему — вопрос очень простой. Хоть кто то этим сейчас занимается? Кто сможет завтулить постель распредвала на 421-м моторе? У нас в городе все нос воротят. Сможет кто-то? Готов отправить блок траснспортной. Постель ушатана, есть задиры. Блок 4215. Ставлю взамен 417. Что больше всего разочаровало в 421 моторе — что в нем просто нет втулок изначально и ремонт предлагается их установкой. Вопрос зачем они это сделали? Ремонтопригодность снизилась.
Источник
Замена вкладышей коренных и шатунных подшипников коленвала
В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в табл. 5. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера внутренним диаметром, уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм.
Вкладыши коренных и шатунных подшипников заменяйте без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей применяйте вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьшенные на 0,05 мм).
Вкладыши второго и последующих ремонтных размеров устанавливайте в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то соберите двигатель с новым валом.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно 0,020 — 0,049 мм и 0,020 — 0,066 мм.
Проверку величины радиальных зазоров производите с помощью набора контрольных щупов, выполненных из медной фольги толщиной 0,025; 0,05; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6 — 7 мм и длиной немного меньше ширины вкладыша. Кромки щупов должны быть зачищены для исключения порчи поверхности вкладыша.
Проверку радиального зазора производите в следующем порядке:
- Снимите с проверяемой шейки крышку с вкладышем и положите поперек вкладыша предварительно смазанный маслом контрольный щуп толщиной 0,025 мм.
- Установите на место крышку с вкладышем и затяните болтами, при этом болты остальных крышек должны быть отпущены.
- Проверните коленчатый вал рукой на угол не более чем на 60 — 90 гр., во избежание повреждения поверхности вкладыша щупом.
Если вал проворачивается слишком легко, значит зазор больше 0,025 мм. В этом случае повторите проверку щупами 0,05; 0,075 мм и т д. до тех пор, пока провернуть коленчатый вал станет невозможно.
Толщина щупа, при которой вал проворачивается с ощутимым усилием, считается равной фактической величине зазора между вкладышем и шейкой коленчатого вала.
При замене вкладышей соблюдайте следующее:
- Вкладыши заменяйте без подгоночных операций.
- Следите, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях вала.
- Одновременно с заменой вкладышей очистите грязеуловители в шатунных шейках.
Замену шатунных вкладышей можно производить, не снимая двигатель с шасси автомобиля. Замену коренных вкладышей производите на двигателе, снятом с шасси автомобиля.
После замены вкладышей обкатайте двигатель, как указано в разделе «Обкатка двигателя после ремонта».
Если же при замене вкладышей двигатель не снимался с автомобиля, то на протяжении первой 1000 км пробега скорость не должна превышать 50 км/ч.
Одновременное заменой вкладышей проверяйте осевой зазор в упорном подшипнике коленчатого вала, который должен быть 0,075 — 0,175 мм. Если осевой зазор более 0,175 мм, замените шайбы 7 (рис. 65) и 8 новыми. Передняя шайба изготавливается четырех размеров по толщине: 2,350 — 2,375; 2,375 — 2,400; 2,400 — 2.425; 2,425-2,450 мм.
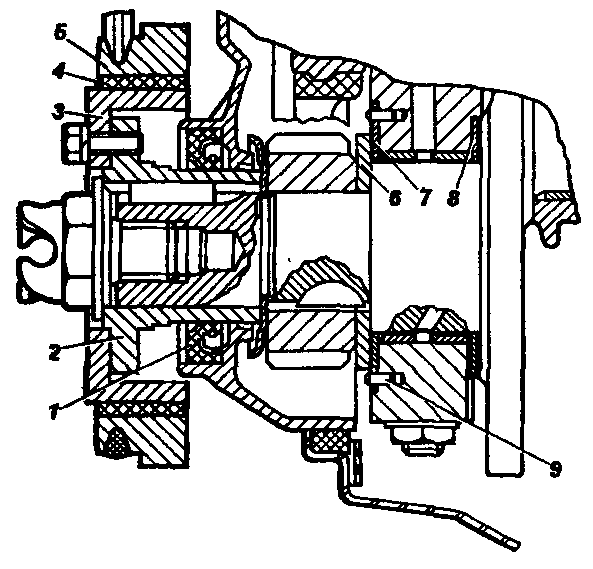
Рис. 65. Передний конец коленчатого вала: 1-манжета; 2-ступица шкива; 3-ступица демпфера; 4-прокладка; 5-шкив-демпфер; 6-упорная шайба; 7-передняя шайба; 8-задняя шайба; 9-штифт
Для проверки зазора в упорном подшипнике заложите отвертку (рис. 66) между первым кривошипом вала и передней стенкой блока и отожмите вал к заднему концу двигателя. Затем щупом определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
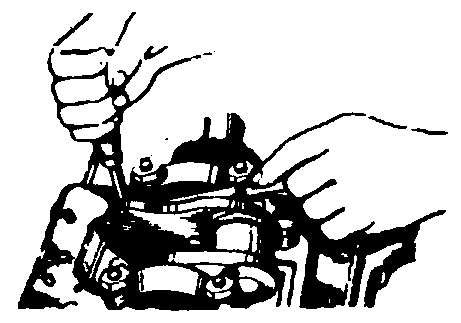
Рис. 66. Проверка осевого зазора коленчатого вала
Перед установкой вкладышей проверьте соосность коренных шеек коленчатого вала (стрелу прогиба). Для этого установите коленчатый вал в центры и проверьте положение осей коренных шеек по показаниям индикатора.
Передний и задний концы коленчатого вала уплотняются сальниками (рис. 65 и 67)
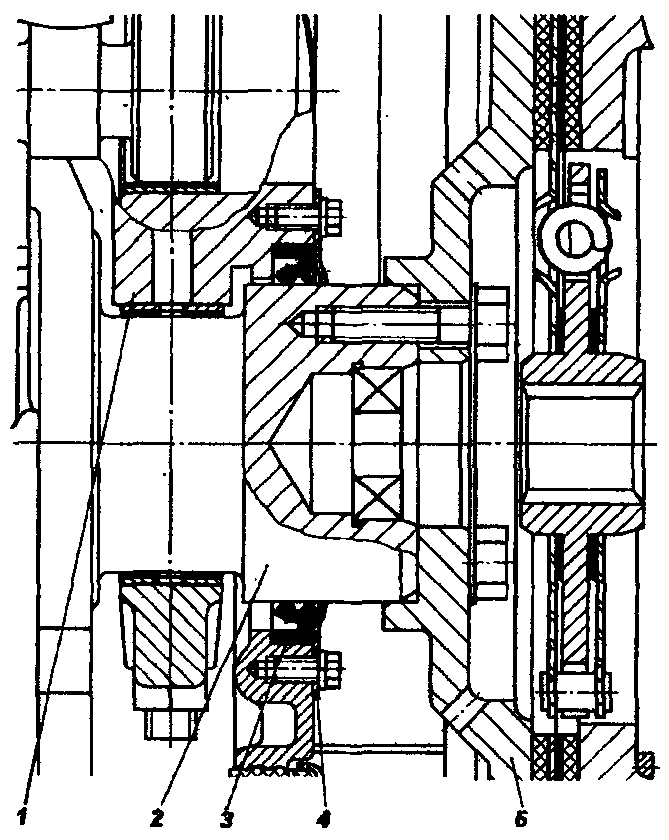
Рис. 67. Задний конец коленчатого вала: 1-блок цилиндров; 2-коленчатый вал; 3-самоподжимной сальник; 4-крышка сальника; 5 -маховик
Источник






